Not a Screw Loose
THE ABC’S OF SCREW FASTENERS

Screws hold the world together—literally. Everyone in the construction industry use screws in various forms and applications. The humble helix has been around since 400 B.C. when screw thread principles were developed by Archimedes to raise water from rivers in Egypt to irrigate crops. Construction screw technology was initially developed in the 1500s, but not commoditized until the 1700s with the development of mechanized screw making machines. Today, a significant majority of global screw production occurs in Asia, however a handful of the world’s leading screw manufacturers continue to make the highest quality screws in North America and Europe.
Everyone who has used screws has likely experienced frustrating scenarios of wobbling screw shafts, cammed out drive bits, stripped threads, or splitting of the material during application of the screws. More than likely these issues are caused not by the applicator, but rather a result of a poorly manufactured screw or the wrong screw for the application. Understanding how to select the right screw for the application, and what features set apart an easy driving screw can save you frustration, time, and money while ensuring long term performance.
Categories of Construction Screws
There are many types of screws used around the globe, and no shortage of varieties used within our construction industry whether for steel framing, wood construction, gypsum board, lath attachment, or masonry construction. In our industry we refer to the most commonly used screw varieties as either coarse thread (for wood substrates), self-drilling (for steel substrates), or concrete screws (for masonry substrates). But within these three primary categories there are literally hundreds of variations and combinations of features that will make the installation of the screw, and the long-term performance of the screw, either a successful or less-than-successful installation. Do yourself a favor and be sure to use the optimum screw for the application. The following are some features you will want to consider to avoid frustrations and ensure long-term performance.
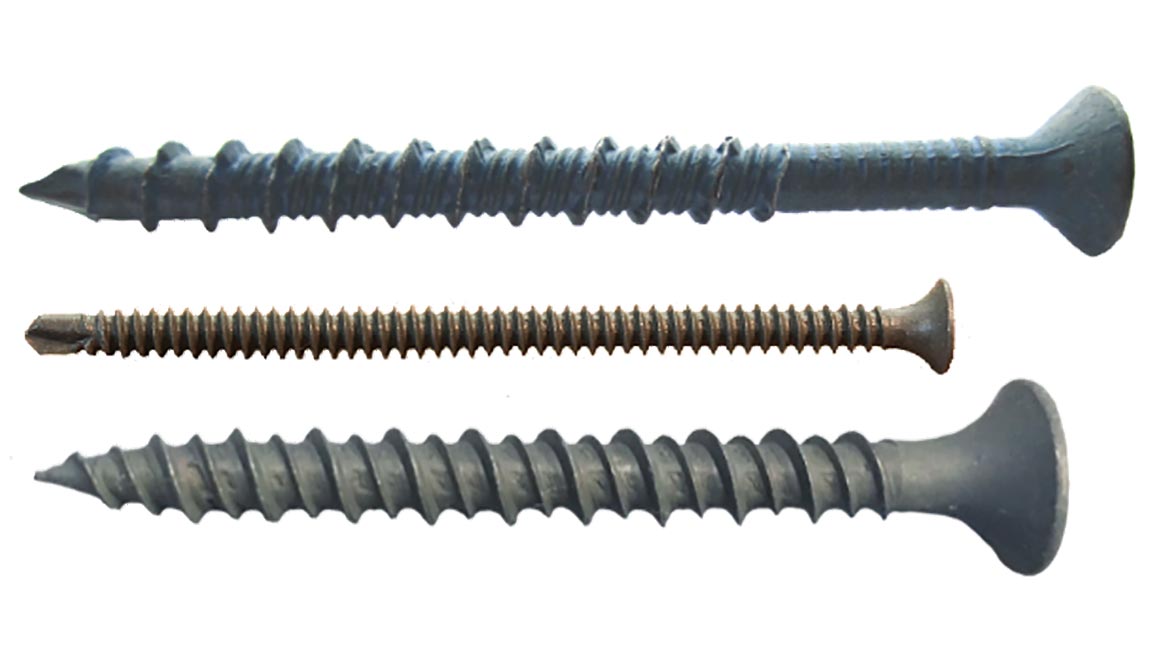 The most commonly used screw varieties in the walls ands ceiling industry are coarse thread (for wood substrates), self-drilling (for steel substrates), or concrete screws (for masonry substrates).
The most commonly used screw varieties in the walls ands ceiling industry are coarse thread (for wood substrates), self-drilling (for steel substrates), or concrete screws (for masonry substrates).
Defining Features That Improve Installation and Performance
Thread type: The three primary varieties listed above including coarse thread, self-drilling, and concrete screws, are initially categorized based on the thread design; this defining feature determines suitability and long-term performance of the screw to resist pull-out of the substrate. Coarse thread screws are used for relatively soft substrates such as wood and require a larger cross section of the thread (referred to as a major thread diameter) to engage with the wood fibers. When attaching wood to wood, make your job easier by using a coarse thread screw with serrated cutting threads that slice through the wood fibers. Steel substrates require a fine thread design that enables self-tapping of the steel substrate. The “fineness” of the thread is dependent on the thickness of the steel substrate—the thinner the steel, the heavier the thread required to secure the fastener.
Conversely, the thicker the steel substrate, the finer the thread to ensure self-tapping of the hole. Concrete screws often are designed with a combination of coarse and fine threads combined in a double helical thread pattern (major and minor thread diameters). This design helps reduce torque while also helps tapping of the thread into the masonry substrate. It is common that the first few major diameter threads of a masonry screw fold over and get mashed, hence the reason for additional minor thread diameters to help grip inside the pre-drilled hole.
Screw point/screw tip: The tip of the screw is also a defining feature in the three screw categories listed above. Wood substrates benefit from a screw designed with a sharp point that pierces into the wood fibers enabling rapid thread engagement. If you’ve experienced a difficult application of screws into wood it likely was due to the screw point being too blunt and not designed with a piercing point and serrated threads. Most steel framing substrates require a drill-tip screw: In essence, a short drill bit on the leading tip of the screw that pilots a hole through the steel substrate. Self-drilling screw tips are formed during the pointing operation of screw manufacturing, and not all drill tips are created equal.
There is a lot of science and engineering that goes into a well-performing driller screw tip including the angle, length, diameter, and hardness of the drill tip (more on hardness to come). A concrete screw tip is typically designed with a blunted tip to help pulverize debris and push it to the bottom of the pre-drilled hole. This helps prevent debris from being wedged between the screw shaft and wall of the pre-drilled hole, thereby reducing abrasion and torque.
Shaft design and diameter: The diameter of the screw shank is of critical concern as it relates to the overall strength of the application. Whether the concern is bending, torsion, tensile, or shear strength, the diameter of the screw should be determined by a qualified building professional and paired for the application. Generally speaking, the larger the diameter of the screw, the greater strength in all the above mentioned performance metrics; however not all screws or materials are created equal, so be sure to research the performance requirements and compare with the tested results from the screw manufacturer. In addition to the diameter of the screw shank, consider shank features that may improve ease of installation. For example, when securing a screw into wood a screw designed with a 4-cut square shaped feature on the leading point of the screw shaft helps enlarge the hole slightly larger than the shank diameter thereby reducing the torque required for full embedment and therefore reducing the tendency to cam out the drill bit in the recess. Furthermore, a 4-cut feature reduces splitting of the wood fibers which improve long term performance of the connection.
Head design: The appropriate head design selection of a screw is often dictated by the material being attached. Commonly used screw heads in our industry are referred to as bugle or flat head, pan or wafer head, or hex head. Bugle head and flat head screws are commonly used to secure soft material such as gypsum drywall or wood, and enables flush or even countersunk securement of the wedge-shaped head without cutting or tearing of the material being attached. Pan head and wafer head screws are designed with a flat underside to the head to clamp down on the material being attached without wedging or countersinking into the material. The head of a pan or wafer head screw will remain proud of the material surface, so they are typically designed with a recess drive and thin head profile to reduce protrusions. Hex head screws are designed for heavier duty applications that benefit from a flat-bottomed head for clamping pressure but with an external drive for higher drive torque. Hex head screw heads are left proud with the head protruding entirely on the surface.
 Drill-tip screws enable self-drilling of steel stud substrates, while sharp point screws are typically used into wood substrates.
Drill-tip screws enable self-drilling of steel stud substrates, while sharp point screws are typically used into wood substrates.
 High performance shaft, thread and tip designs, such as this 4Cut feature found on SPAX screws, greatly reduces the chance of splitting wooden substrates while also reducing drive torque for effortless installation.
High performance shaft, thread and tip designs, such as this 4Cut feature found on SPAX screws, greatly reduces the chance of splitting wooden substrates while also reducing drive torque for effortless installation.
Drive: The drive style of a screw is the defining feature that commonly goes overlooked during screw selection, yet this feature will also help create a frustrating or successful fastening outcome. There are two common classifications of drives used in our construction industry: external or internal recess. External drives can be further broken down by category, the most commonly used being hex head as mentioned before. External drives do create larger surface areas for the bit to engage, and therefore are able to achieve high installation torque without stripping or camming. The downside of external drive screws however is that they will protrude from the building material surface. For flush or near flush mounting capabilities, an internal drive recess screw is required.
There are multiple varieties of internal recess drives, the most commonly used being Phillips, Robertson/square drive, and torque drive, each with their own performance attributes. The Phillips drive was developed to intentionally cam out once a high level of torque is applied. In other words, as the screw head clamps down on the material it is attaching and torque increases, the angled recess and corresponding Phillips drive bit begin to cam helping prevent overdrive of the head through the material.
Perhaps the best example of this feature benefit is attachment of gypsum sheathing or drywall. Without a camming Phillips drive bit it would be very easy to overdrive the bugle head screw completely through the facer of the gypsum panels and thereby weaken the attachment. A screw with a square drive reduces the tendency of camming in higher torque applications compared to Phillips, and generally speaking you get better bit engagement with a square drive compared to Phillips drive, making it easier to drill one-handed. But similar to a Phillips bit you still have only four contact points between the bit and the internal wall of the drive recess.
To increase overall torque capabilities of an internal recess screw bit you need to increase the contact points of the bit and recess walls. This is achieved with a torque style recess (commonly referred to as “T-Star”) that increases the contact points from four to six. Furthermore, because the shape of a torque style recess is generally round in shape (much more so compared to a square or X-shaped Phillips drive) the manufacturer of the screw can provide a deeper drive recess into the head of the screw, enabling even more bit engagement and higher torque capabilities without camming.
For the absolute best screw driving experience look for a T-Star Plus bit along with corresponding screws. In addition to the 6-lobed contact points, this unique bit and screw recess are designed with an additional round “plug” at the bottom of the recess which enables perfectly centered and ultra-deep bit engagement for effortless one-handed screw driving without any wobble.
 Hex-head, wafer head, and bugle head designs each serve a unique purpose including the ability for the screw to clamp down without splitting the material, or countersinking the head into the material.
Hex-head, wafer head, and bugle head designs each serve a unique purpose including the ability for the screw to clamp down without splitting the material, or countersinking the head into the material.
Coating: Perhaps the most important design element of a screw that ensures long term performance is the composition of the screw or the coating that protects the screw. Most interior or protected applications are ok to use minimally coated carbon steel fasteners as corrosion is not anticipated. The most commonly seen coatings for interior or covered screw applications are black phosphate (think cheap black drywall type screws) or electro-plated zinc which can be applied in various thicknesses to enable more or less corrosion protection. Any application that is exposed to moisture, securing treated lumber or corrosive materials, or exposed to the elements, absolutely needs to have sufficient corrosion protection. This can be achieved either with a suitable stainless steel screw or with a carbon steel screw with sufficient coatings to sacrificially protect the steel.
Stainless steel screws are commonly used in coastal and salty environments, however the cost of stainless steel prohibits its use in most other applications. Furthermore, because stainless steel is “softer” than hardened carbon steel it is not a viable solution for most steel substrate self-drilling screw applications (if you require a stainless steel screw and the ability to self-drill into carbon steel substrates you’ll need a bi-metal screw with a stainless steel shank but with a hardened carbon steel drill tip).
A more common solution for corrosion protection is high quality coatings. Many exist, and each screw manufacturer will make claims as to why theirs is better than the competition. Ultimately, you need to look at the facts and compare corrosion performance. Corrosion protection in our construction industry is commonly measured using a standardized test method ASTM B-117 which measures how much of the surface of a screw develops red rust after a defined amount of timed exposure within a salt spray fog chamber. When you read the performance of a screw’s corrosion performance, you’ll likely read something like “250 hours w/0 percent red rust” or “1,000 hours w/< 5 percent red rust”—this is a measurement of how long the screw was exposed in the salt spray chamber, along with how much of the surface exhibited significant red rust corrosion.
A common benchmark used when referring to “exterior grade” is a coating capable of 1,000 hours with 0 percent red rust. Beware though that screw manufacturers often “play games” with this test by measuring red rust formation on the easiest section of the screw to coat (i.e. the head of the screw) and not on the entire surface, so again, not all screws are created equal. Look for high quality coatings with 3rd party testing from the manufacturer to back up their claims.
 A poorly heat-treated screw can result in brittleness and catastrophic failure of the screw, as well as warped shanks that result in wobbly screw driving frustrations.
A poorly heat-treated screw can result in brittleness and catastrophic failure of the screw, as well as warped shanks that result in wobbly screw driving frustrations.
Manufacturing Process: What Makes a Good Screw?
Mass production of screws is a highly complex process with multiple steps and “recipes” to consider. The first step is drawing wire or rod with specific metallurgical properties to the correct diameter and working hardness. Starting with bad quality wire will only ensure a bad quality screw, so much effort is focused to ensure quality wire with the desired properties. The wire is then cut to a desired length that accounts for not only the length of the screw, but also additional material that will be required to form the desired head profile of the screw called a headed blank. The head is formed through a series of dies that progressively form the blank into the desired shape.
Depending on the complexity and geometry of the head, this process happens with either a single or multiple progressive die blows. Moving too much material too quickly can weaken the steel and cause microscopic cracks that will result in screw failure. During the head formation stage, the drive recess is also pressed into the head with ultra-hardened dies and punches. If a self-drilling or specific screw point is required, the headed blanks then pass through a pointing die that pinches or forms the screw tip feature. The last stage of the forming process is threading. This is achieved by rolling the headed blanks in between two dies moving in opposing directions, the specific thread design including pitch, depth, serrations, etc., all being transferred directly from the die to the screw shaft.
Though at this stage in production it appears to be a screw, it would be rendered useless in most applications without the important process of heat treating. Heat treating is the process of heating the screws to a specific glowing-red temperature in a special carbon enriched atmosphere and for a specific measure of time, then quenching the screws in a relatively cool “bath” of fluid to align the carbon molecules and harden the steel. The specific heat-treating process is a closely held recipe per manufacturer as the end result determines the drivability, shank straightness, breaking torque, and overall performance of the screw.
The “perfect recipe” for most construction screws results in an M&M candy-type consistency—relatively soft in the center (for ductility/toughness) with a hardened outer shell (for overall strength). A poorly heat-treated screw can result in brittleness and catastrophic failure of the screw, as well as warped shanks that result in wobbly screw driving frustrations. After heat treating, the screws get coated through a variety of methods and materials depending on the intended application of the screw as mentioned before. Coating processes include electro-plate zinc coatings, dip-spin-baked on coating, epoxy coating, or combinations of these coatings. Finally, leading screw manufacturers will conduct quality control checks at each step of the production process, as well as final robust quality control checks once completed to ensure long term results for the customer.
In closing, the humble helix commonly referred to as a screw is surprisingly complex to produce. A quality screw requires high quality manufacturing processes and attention to detail during each step of the process. Selecting the right screw type for the application with beneficial installation or performance features is also important. Though often overlooked until the last minute, proper screw selection can save you frustration, time and money while ensuring long term performance of the application.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








